首页
Home-
关于盛仕达
about us -
产品中心
products -
销售与服务
sale&service -
新闻资讯
News Center 联系我们
Contact Us服务咨询电话
158-7483-8202


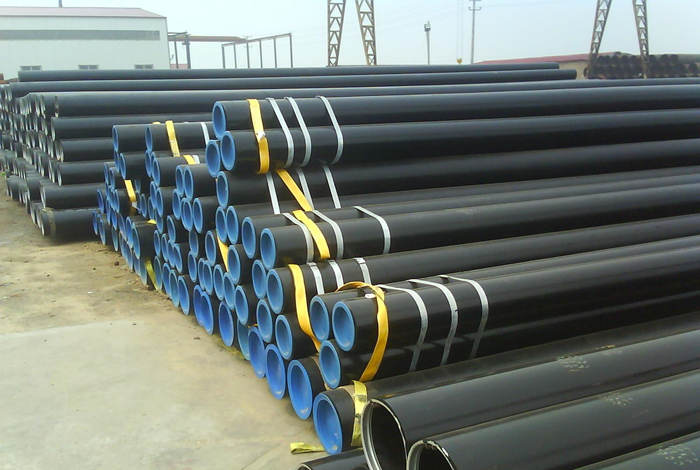
涂塑螺旋钢管凭借其优异的耐腐蚀性、高承压能力及长使用寿命,被广泛应用于市政供水、石油化工、海洋工程等领域。盛仕达作为涂塑螺旋管生产厂家,深知产品质量与技术创新的重要性,致力于为客户提供质优的管道解决方案。
一、原材料选择:质量从源头抓起
涂塑螺旋钢管的性能取决于基材与涂层的双重质量,因此原材料筛选是生产的第一道关卡。
基材钢管的严格标准
材质要求:优先选用Q235B、L245等低碳钢螺旋钢管,其焊接性能优异且成本可控。化工、海洋等腐蚀性环境可升级为Q345B等高强度钢,但需注意碳当量(Ceq≤0.45%)以避免焊接裂纹。
尺寸精度:钢带厚度偏差需控制在±0.2mm以内,宽度偏差不超过±5mm。若基材椭圆度超标(>1%),易导致涂层厚度不均甚至局部脱落。
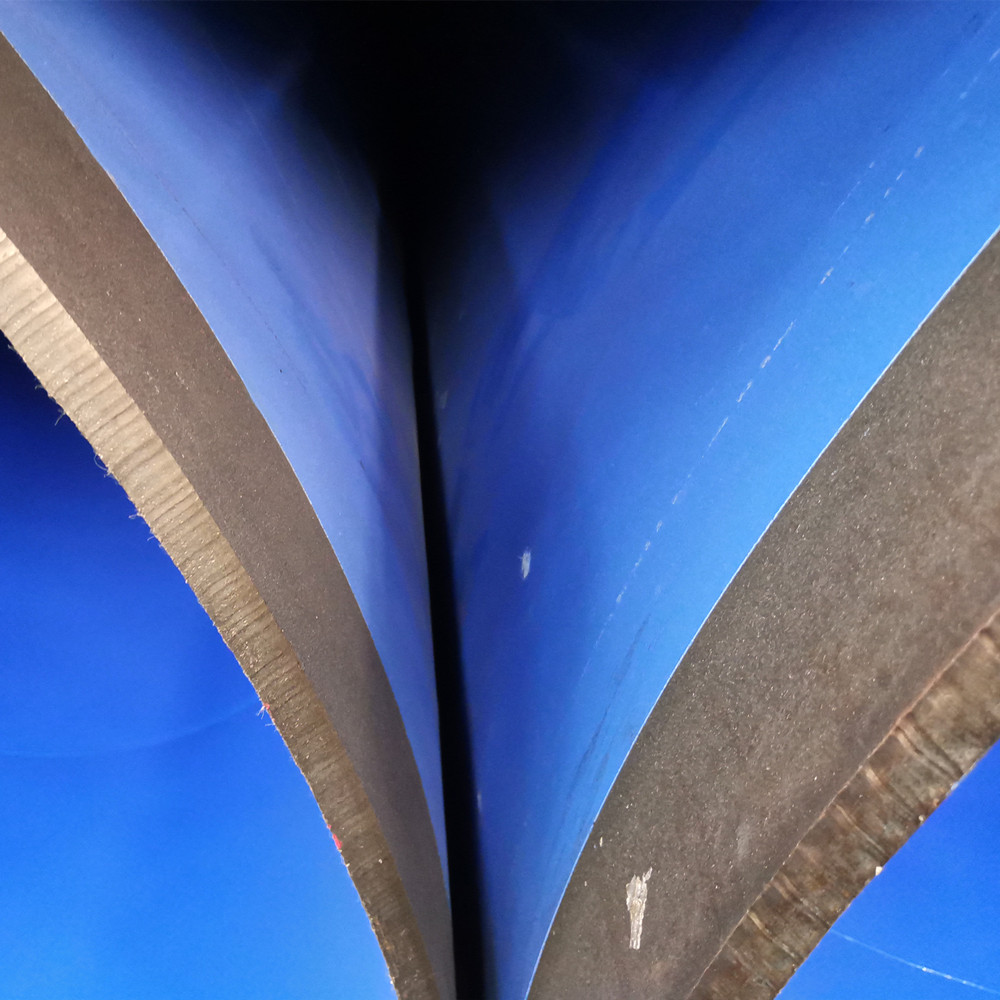
涂层材料的适配性
环氧树脂(EP):适用于供水、消防管道,需通过GB/T 17219饮用水卫生认证,且固含量≥98%。
聚乙烯(PE):耐酸碱性能强,适合化工管道,但需关注熔融指数(MI值0.3-2.0g/10min)以确保流动性与附着力。
特殊需求:高寒地区需添加增韧剂提升涂层抗低温脆性;矿山环境可选用含耐磨填料的改性涂层。
预处理工艺:决定涂层寿命的关键
喷砂除锈:须达到Sa2.5级(表面无可见油脂、氧化皮,残留锈斑≤5%),粗糙度控制在40-80μm。喷砂后4小时内需完成涂覆,避免二次生锈。
化学清洗:针对油污较重的钢管,采用碱性脱脂剂(pH 9-11)与酸洗(盐酸浓度10%-15%)结合处理,最后用纯水冲洗至中性。
二、工艺控制:精度决定性能
涂塑螺旋钢管的生产涉及成型、焊接、涂覆等多道工序,任一环节失控均会导致产品缺陷。
螺旋成型与焊接工艺
成型角度:根据管径调整钢带螺旋角(通常20°-85°),角度偏差过大会导致焊缝偏移或应力集中。
焊接参数:采用双面埋弧焊(SAW),电流控制在300-500A,电压28-34V,焊速1.0-1.5m/min。焊缝需100%通过超声波探伤(UT),气孔、夹渣等缺陷率≤3%。
涂覆工艺的四大核心参数
温度控制:预热温度需达200-220℃(环氧树脂)或180-200℃(聚乙烯),温度波动±5℃将导致涂层固化不足或焦化。
涂层厚度:采用静电喷涂时,喷枪距离钢管30-50cm,移动速度0.5-1.0m/s,确保单层厚度0.2-0.3mm,总厚度0.5-3.0mm(根据需求分层喷涂)。
固化时间:环氧树脂需在180℃下固化20-30分钟,聚乙烯涂层需水冷却至50℃以下再离线,防止热应力开裂。
缺陷修复:局部漏涂或气泡需打磨至基材,重新补涂并二次固化,禁止直接覆盖修补。
三、质量检测:全流程闭环管理
从原材料到成品,需建立三级检测体系(自检、互检、专检),确保每根钢管符合标准。
关键性能测试
附着力测试:采用划格法(间距1mm)评估,涂层剥离面积≤5%为合格;或使用拉力试验机,附着力≥10MPa(环氧树脂)或≥8MPa(聚乙烯)。
耐腐蚀性:盐雾试验(5% NaCl,35℃)1000小时后,涂层无起泡、剥落;化学试剂浸泡(10% H₂SO₄或NaOH)30天,失重率≤0.5%。
承压能力:水压试验压力为设计压力的1.5倍,保压5分钟无渗漏。例如DN500管道设计压力1.6MPa,测试时需加压至2.4MPa。
外观与尺寸验收
涂层外观:目视检查无流挂、橘皮、针孔等缺陷;内壁需用内窥镜检测,确保无杂质附着。
尺寸公差:外径允许偏差±0.5%,壁厚偏差±10%,长度偏差±50mm。

扫描关注微信公众号
关注微信公众号